
从平面到3D-视觉检测的重要方向
点击下方卡片,关注“新机器视觉”公众号
视觉/图像重磅干货,第一时间送达
三维信息与表面质量检测
●获得深度的具体数值,便于设置不同的门限以适应生产的要求;
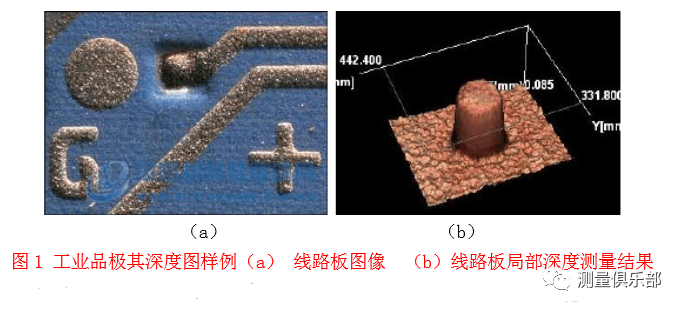
●部分工艺是需要获得深度准确值的,如PCB中的盲孔检测;
●深度特征稳定性好。如在PCB检测中,深度特征不易受氧化的影响,极大地●有利于减少误报;
●深度特征在一些应用条件下好坏品区分度好,可能远优于平面图像特征;
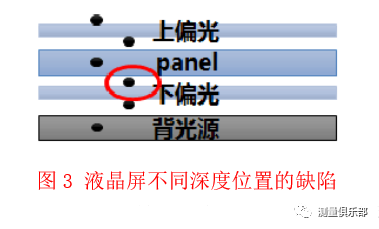
●某些深度缺陷很难通过光源的设计在平面图像中进行表现;
●深度的数值测量有极大的应用拓展前景。
表面质量检测中对于三维测量的特殊要求
●需要对一个基本平整的表面上进行;
●深度基本沿法表面法向变化;
●深度变化较小,很多在10微米量级,基本范围在1微米~2000微米之间,深●度变化与被测表面尺度的比值非常小;
●深度变化区域的径深(高)比可能较大,也即是存在部分“井”或“塔”的模式。
●深度测量精度要求高,一般在5~10微米的精度;
●采样密度要求高,在被测表面上采样较密;表
●面存在多样化的反射特性;
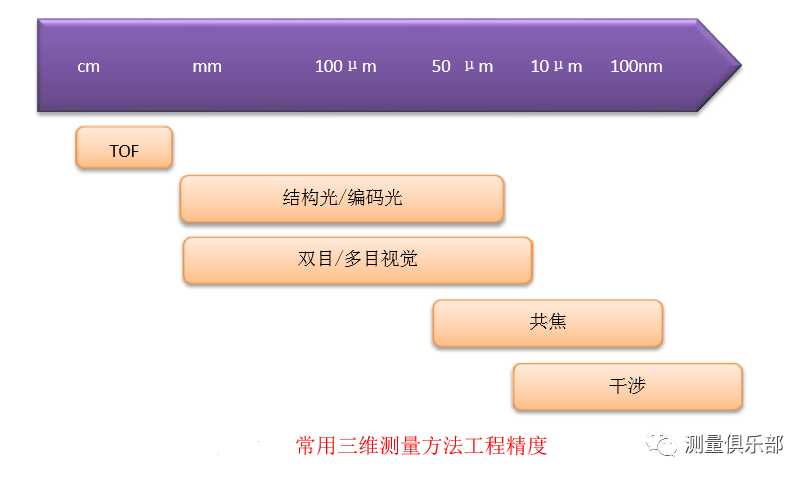
常用于质量检测的三维测量技术
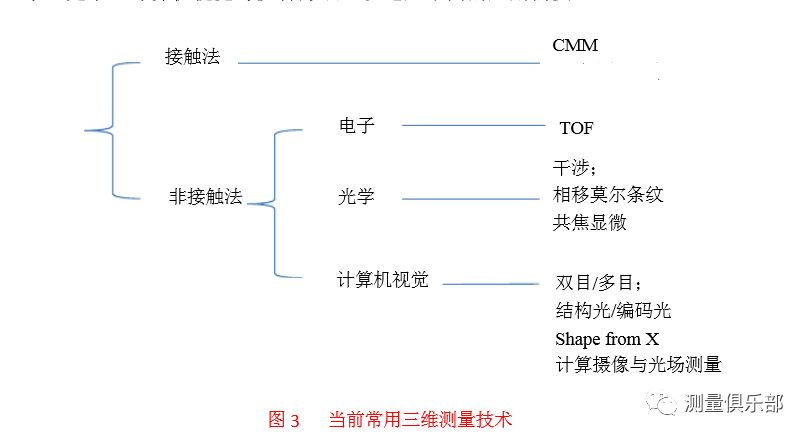
接触法
ТОF
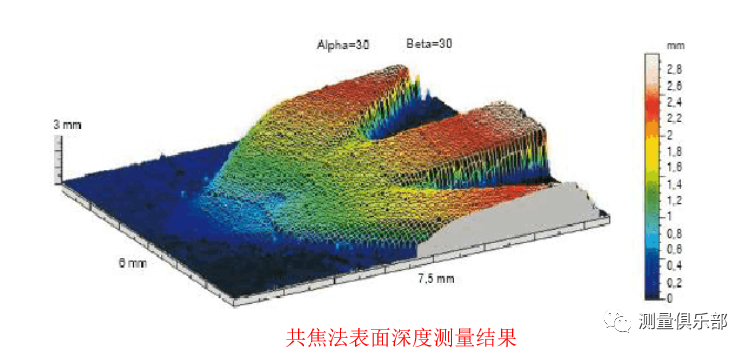
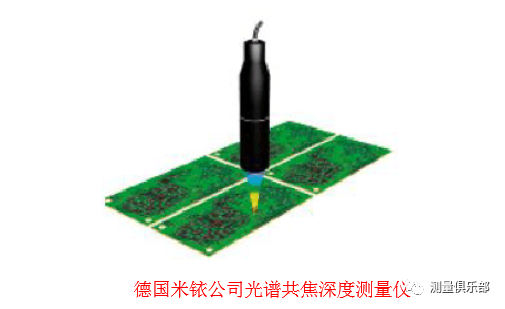
共焦法
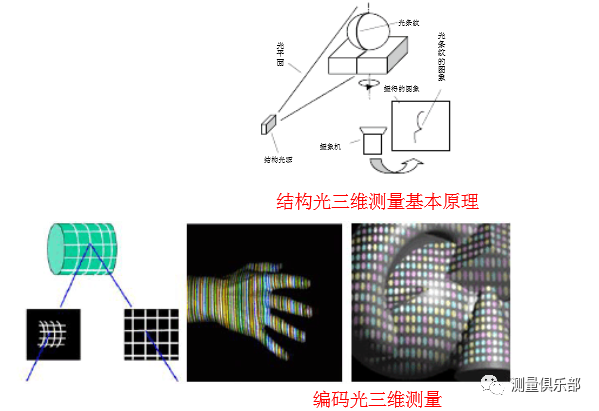
计算机视觉方法(双目/多目视觉、结构光/编码光、计算摄像学等)

几种技术的比较
—版权声明—
仅用于学术分享,版权属于原作者。
若有侵权,请联系微信号:yiyang-sy 删除或修改!
评论